1. Présentation du produit et principaux avantages
1.1 Positionnement du produit
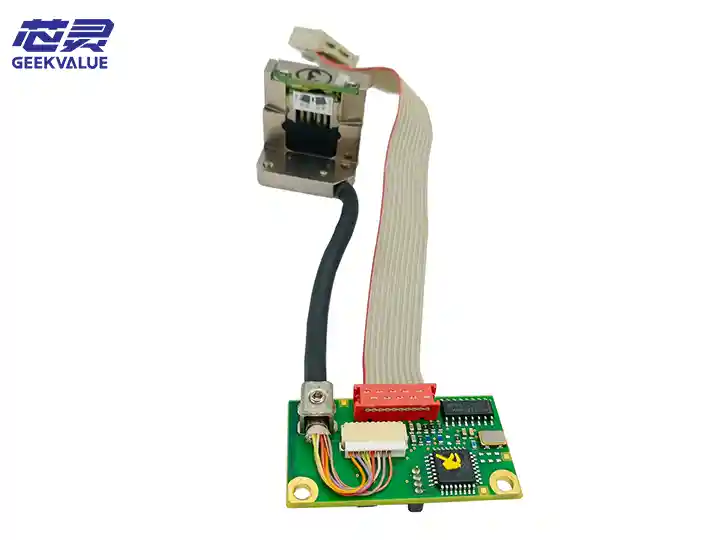
Le chargeur Siemens 3×8 SL (modèle : 00141088) est un dispositif d'alimentation synchrone à trois canaux conçu pour le traitement efficace des bandes de 8 mm. Il peut alimenter simultanément trois composants différents, améliorant ainsi considérablement l'efficacité du placement et la flexibilité des lignes de production CMS.
1.2 Principaux avantages
Conception efficace trois en un : un seul alimentateur assure l'alimentation synchrone de trois composants, économisant ainsi de l'espace dans la station
Gestion intelligente des canaux : contrôle indépendant de l'action d'alimentation de chaque canal
Compatibilité ultra-élevée : compatible avec toute la gamme de machines de placement SIPLACE
Alimentation précise : précision de pas ± 0,04 mm (à 23 ± 1 ℃)
Changement de matériau rapide : conception de déverrouillage brevetée, temps de changement de matériau < 8 secondes
Structure longue durée : durée de vie des composants clés ≥ 10 millions de fois
II. Spécifications techniques et caractéristiques structurelles
2.1 Paramètres de base
Valeur du paramètre de l'élément
Largeur de bande 3×8 mm (indépendant par canal)
Étape d'alimentation 2/4/8 mm (programmable)
Hauteur maximale des composants 3 mm (par canal)
Plage d'épaisseur de bande 0,1-0,5 mm
Vitesse d'alimentation 45 fois/minute (maximum)
Tension d'alimentation 24VDC±5%
Interface de communication RS-485
Niveau de protection IP54
Poids 1,2 kg
2.2 Caractéristiques de la structure mécanique
Système indépendant à trois canaux :
Entraînement indépendant du moteur pas à pas (angle de pas de 0,9° par canal)
Mécanisme d'alimentation modulaire (peut être remplacé séparément)
Mécanisme de guidage :
Rail de guidage en céramique de précision (dureté HV1500)
Dispositif de pressage segmenté (3 points de pression par canal)
Système de capteurs :
Le capteur à effet Hall détecte la position d'alimentation
Un capteur optique surveille l'état de la bande transporteuse (en option)
Conception à changement rapide :
Fonctionnement à une seule main du mécanisme de libération de la bande de matériau
Canal à code couleur (rouge/bleu/vert)
III. Fonctions principales et valeur de la ligne de production
3.1 Fonctions intelligentes
Contrôle indépendant des canaux :
Réglage programmable de la distance de l'étape d'alimentation pour chaque canal
Soutenir l'alimentation mixte de différents composants
Surveillance de l'état :
Détection de la quantité restante de matériau sur la bande transporteuse
Avertissement d'alimentation anormale
Statistiques d'utilisation des chaînes
Gestion des données :
Stockez le nombre d'alimentations pour chaque canal
Enregistrez les 50 dernières informations d'alarme
3.2 Valeur de la ligne de production
Gain de place : Réduit le besoin de 2 stations d'alimentation
Amélioration de l'efficacité : réduire la fréquence de changement de matériel de 67 %
Optimisation des coûts : Réduire l'investissement en équipement de 40 %
Production flexible : réponse rapide au changement de produit
IV. Scénarios d'application
4.1 Composants d'application typiques
Réseau de résistances/condensateurs
Combinaison de transistors
composant LED RVB
Petit groupe de connecteurs
Module de capteur
4.2 Industries concernées
Électronique grand public
Unité de contrôle électronique automobile
Équipements de l'Internet des objets
Électronique médicale
Module de contrôle industriel
V. Erreurs courantes et solutions
5.1 Tableau de référence rapide des codes d'erreur
Code Description du défaut Cause possible Solution professionnelle
E301 Défaillance d'alimentation du canal 1 1. Bande de matériau coincée
2. Panne du moteur 1. Vérifiez le chemin de la bande de matériau
2. Tester l'enroulement du moteur (doit être de 8 ± 0,5 Ω)
E302 Anomalie du capteur du canal 2 1. Contamination
2. Mauvaise connexion 1. Nettoyez la fenêtre du capteur
2. Vérifiez le connecteur FPC
E303 Interruption de communication 1. Câble endommagé
2. Résistance terminale 1. Vérifiez la ligne RS-485
2. Confirmez la résistance terminale de 120 Ω
E304 Écart de position du canal 3 1. Erreur de paramètre
2. Usure des engrenages 1. Recalibrer
2. Vérifier le jeu d'engrènement des engrenages
E305 Conflit multicanal 1. Erreur de programme
2. Interférence du signal 1. Vérifiez le moment de l'alimentation
2. Ajouter des mesures de protection
5.2 Diagnostics spécifiques aux canaux
Test d'isolement des canaux :
Activer chaque canal individuellement via l'IHM
Vérifiez si l'action d'alimentation est fluide
Analyse de la forme d'onde actuelle :
Plage de courant normale : 0,6-1,2 A
Une forme d'onde anormale indique une résistance mécanique
Inspection optique :
Utilisez une loupe pour observer l'usure des rails
Vérifiez l'endommagement des trous des dents de la courroie
VI. Spécifications d'entretien
6.1 Entretien quotidien
Nettoyage:
Essuyez la surface de la mangeoire avec un chiffon sans poussière tous les jours
Nettoyez les débris du rail de guidage avec un pistolet à air chaque semaine (pression ≤ 0,15 MPa)
Gestion de la lubrification :
Lubrification mensuelle :
Rail de guidage : Kluber ISOFLEX NBU15 (0,1 g/canal)
Engrenage : Molykote EM-30L (méthode de revêtement au pinceau)
Points d'inspection :
Confirmez la force de pression de chaque canal chaque jour
Vérifiez l'état du connecteur chaque semaine
6.2 Entretien régulier en profondeur
Effectuer trimestriellement :
Démonter et nettoyer le mécanisme d'alimentation de chaque canal
Calibrer le parallélisme du canal (montage spécial requis)
Tester le temps de réponse du capteur (doit être < 5 ms)
Remplacer la bague usée (jeu maximal autorisé 0,02 mm)
Entretien annuel :
Remplacer complètement les pièces usées :
Ensemble d'engrenages d'alimentation
Ressort de pression
Détection d'isolement du système électrique
Mise à niveau du firmware et optimisation des paramètres
VII. Défauts courants et conseils de maintenance
7.1 Analyse des défauts typiques
Asynchronie multicanal :
Vérifiez le signal d'horloge de la carte de commande principale
Vérifiez le courant d'entraînement du moteur de chaque canal
Panne d'un seul canal :
Mesurer la tension d'alimentation du canal (doit être de 24 ± 0,5 V)
Vérifiez l'état du photocoupleur
Positionnement inexact de la bande :
Régler le parallélisme du rail de guidage
Remplacer le cliquet usé
7.2 Organigramme de maintenance
texte
Démarrer → Confirmation du phénomène → Test d'isolement des canaux → Détection électrique → Inspection mécanique
↓ ↓ ↓ ↓
Diagnostic IHM → Remplacer la carte de commande → Réparer le circuit d'entraînement → Remplacer les pièces mécaniques
↓
Calibrage des paramètres → Test fonctionnel → Fin
VIII. Évolution technologique et suggestions de mise à niveau
8.1 Itération de version
2015 première génération : alimentation de base à trois canaux
Deuxième génération 2017 : Amélioration du système de rail de guidage
Troisième génération 2019 : version intelligente actuelle
2022 quatrième génération (prévue) : inspection visuelle intégrée
8.2 Chemin de mise à niveau
Mise à niveau matérielle :
Codeur haute précision en option
Mise à niveau vers la communication par bus CAN
Mise à niveau du logiciel :
Installer Advanced Channel Management Suite
Activer la fonction de maintenance prédictive
Intégration système :
Système MES d'interconnexion
Surveillance à distance
IX. Analyse comparative avec les concurrents
Articles de comparaison 3×8 SL Feeder Concurrent A Concurrent B
Indépendance des canaux Entièrement indépendant Semi-indépendant Liaison
Précision d'alimentation ± 0,04 mm ± 0,06 mm ± 0,1 mm
Temps de remplacement <8 secondes 12 secondes 15 secondes
Interface de communication RS-485 CAN RS-232
Coût du cycle de vie 0,002 $/heure 0,003 $/heure 0,005 $/heure
X. Suggestions d'utilisation et résumé
10.1 Meilleures pratiques
Optimisation des paramètres :
Établir des modèles de paramètres de canal pour différents composants
L'activation de la fonction « Soft Feed » protège les composants de précision
Contrôle environnemental :
Maintenir la température à 20-26℃
Contrôler l'humidité à 30-70% HR
Stratégie en matière de pièces de rechange :
Composants clés de secours :
Ensemble d'engrenages de canal (réf. : 00141089)
Module de capteur (référence : 00141090)
10.2 Résumé
Le chargeur Siemens 3×8 SL 00141088 est devenu un choix idéal pour la production CMS haute densité grâce à sa conception innovante à trois canaux, son excellente optimisation de l'espace et sa précision d'alimentation. Ses caractéristiques exceptionnelles incluent :
Révolution de l'efficacité : un seul alimentateur atteint une capacité d'alimentation trois fois supérieure
Contrôle intelligent : gérer chaque canal indépendamment
Fiable et durable : structure mécanique de qualité militaire
Orientation future du développement :
Algorithme d'optimisation des canaux d'IA intégré
Utiliser des matériaux composites autolubrifiants
Réaliser la configuration des paramètres sans fil
Recommander aux utilisateurs :
Mettre en place un système de rotation de l'utilisation des canaux
Effectuer régulièrement des vérifications de précision mécanique
Former une équipe de maintenance professionnelle
L'équipement est particulièrement adapté pour :
Production de cartes mères pour smartphones
Module de contrôle électronique automobile
Assemblage électronique haute densité
Production multi-variétés en petits lots
Grâce à une utilisation scientifique et à une maintenance professionnelle, le chargeur 3×8 SL peut assurer un fonctionnement stable à long terme et fournir une solution d'alimentation multi-composants fiable pour une production SMT efficace.