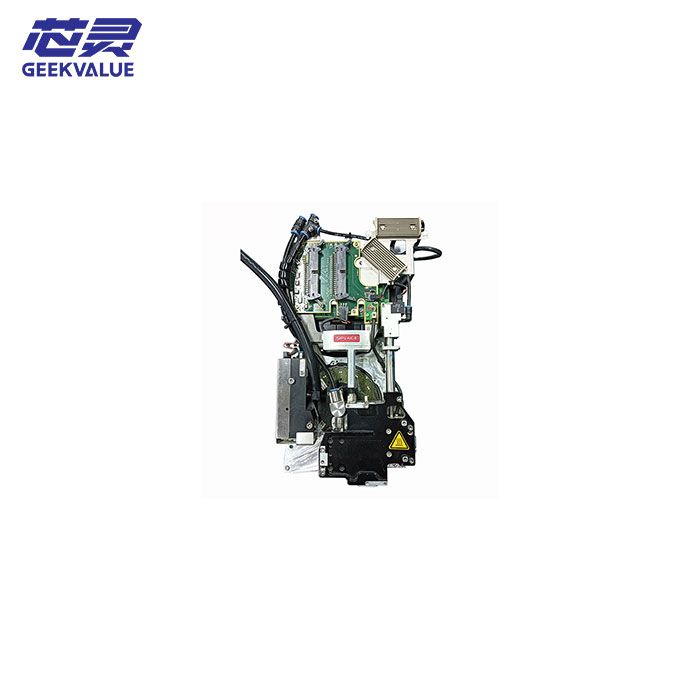
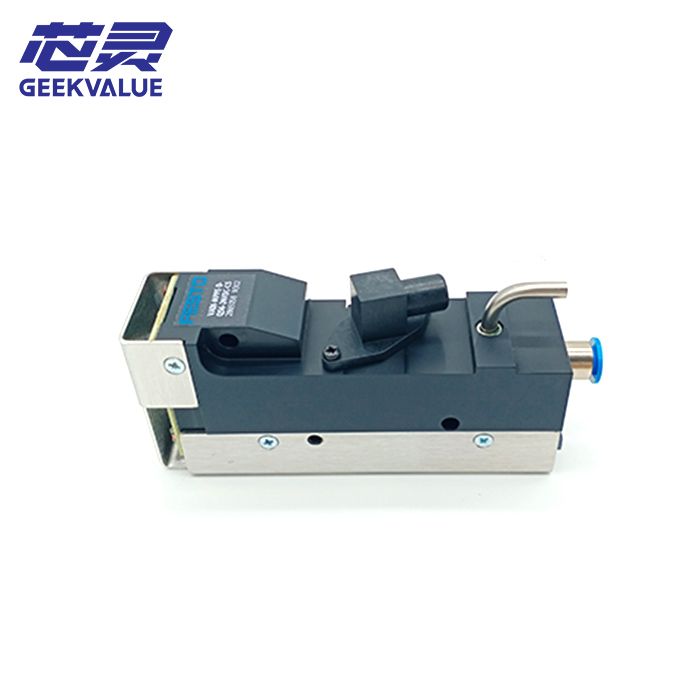
ASM 03039099 slider is the core transmission component of CPP (Component Placement Processor) placement head. It is a key component of high-precision linear motion system and directly affects:
Placing accuracy (±25μm)
Running speed (up to 150mm/ms acceleration)
Equipment life (design life ≥ 5 million cycles)
II. Core Specifications
Project Technical Parameters Technical Highlights
Structural Type Four-row Ball Linear Guide Adjustable Preload (P0-P2 Grade)
Guide Length Standard 320mm (Customizable ±50mm) Hollow design reduces weight by 30%
Accuracy Grade C3 Grade (±5μm/300mm) 40% higher than conventional C5 Grade
Load Capacity Radial 50kg/Axial 25kg Dynamic Load Factor 1.5
Lubrication Method Self-lubricating Module (Oil Storage ≥ 5 Years) Maintenance-free Design
Material Bearing Steel GCr15+Oxidation Treatment Hardness HRC60±2
III. Function and working principle
Core function
Achieve high-speed and precise linear motion of the placement head in X/Y direction
20G acceleration shock of the nozzle bearing mechanism
Eliminate reverse clearance by preloading (≤2μm)
Cooperative system
3D motion is completed by linkage with DP motor (such as 03050314)
Flying centering is realized with the vision system
IV. Mechanical design highlights
Enhanced track design
45° contact angle optimizes load distribution
Ball diameter tolerance ±0.5μm
Dustproof technology
Three-level sealing system (rubber scraper + labyrinth + magnetic seal)
ISO 14644-1 Class 5 certification
Thermal stability
Thermal expansion coefficient 11.5×10⁻⁶/℃ (matching with aluminum alloy frame)
Temperature rise ΔT≤15K@full load
V. Typical failure mode and treatment
Failure phenomenon Root cause Solution
Abnormal movement Ball wear/poor lubrication 1. Replace the ball (φ3.175mm G10 grade)
2. Add Molykote PG-641 grease
Position drift Preload spring fatigue Adjust the preload nut (torque 1.2N·m±0.1)
Slider stuck Foreign matter intrudes into the track 1. Disassemble and clean
2. Replace the seal assembly (ASM P/N: 03039100)
Vibration exceeds the standard Installation surface flatness exceeds tolerance Regrind the mounting surface (required ≤0.01mm/m)
VI. Maintenance and care specifications
Daily inspection
Daily:
Auscultate the running noise (normal ≤55dB)
Check the integrity of the sealing strip
Weekly:
Measure the track temperature (ambient temperature + ΔT ≤25℃)
Professional maintenance
Every 6 months:
Clean the track and relubricate (grease amount 0.3g/100mm)
Check the ball wear (diameter difference ≥0.002mm needs to be replaced)
Every 3 years:
Fully replace the ball group (NSK original ball is recommended)
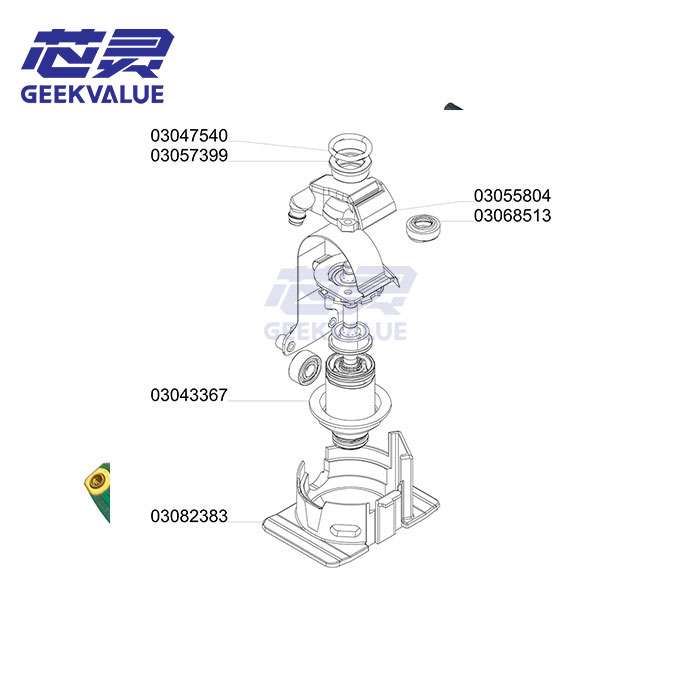
VII. Disassembly and assembly technical points
Disassembly process
Use a special clamp to fix the slider (to prevent pre-pressure release from injuring people)
Release in order:
End cover screws (M4×8, 4 places)
Track fixing bolts (M6×12, 8 places)
Installation specifications
Mounting surface cleanliness requirements:
Roughness Ra≤0.8μm
Flatness≤0.005mm
Pre-pressure adjustment requires Torque + displacement dual control method
VIII. Upgrade and alternative solutions
Performance upgrade version (03039099-PRO)
Ceramic ball (lifespan increased by 3 times)
Integrated temperature sensor
Economical alternative
Remanufactured parts (ASM certified, 40% lower price)
Preload parameters need to be adjusted
IX. Technology development trend
Intelligent monitoring
The next generation will integrate vibration sensors (ISO 10816 standard)
New material application
Silicon nitride ceramic track (test phase)
X. Usage recommendations
Environmental requirements
Temperature 15-35℃, humidity 30-70%RH
Cleanliness ≥ ISO Class 7
Spare parts strategy
Key production line recommendation 1:5 spare parts ratio
Inventory should include:
Ball set (03039101)
Seal kit (03039100)