
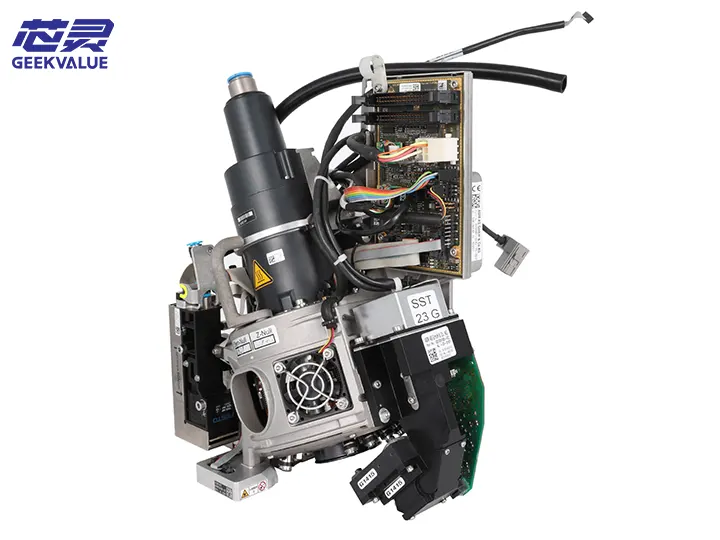
Pracovná hlava SIPLACE CP14 je modul na osádzanie jadier navrhnutý spoločnosťou ASM Assembly Systems (predtým Siemens Electronic Assembly Systems) pre vysokorýchlostné a vysoko presné osádzacie stroje a je kľúčovou súčasťou osádzacích strojov série SIPLACE X. Pracovná hlava je optimalizovaná pre prostredie veľkoobjemovej a vysoko zmiešanej elektronickej výroby a je vhodná na ultrarýchle a presné osádzanie 01005 na veľké integrované obvody (ako napríklad 0402, 0603, QFN, POP atď.).
2. Technické pozadie a postavenie na trhu
Vývojové pozadie: Splnenie požiadaviek na vysokú hustotu umiestnenia mikrosúčiastok (01005) a špeciálnych tvarovaných súčiastok v odvetviach ako 5G a automobilová elektronika
Pozícia na trhu: Stredne až vysoko kvalitné SMT výrobné linky, vyváženie rýchlosti a presnosti (teoretická rýchlosť pracovnej hlavy CP14 môže dosiahnuť 156 000 CPH)
Generačný vzťah: CP14 je vylepšená verzia CP12 a medzi hlavné vylepšenia patrí:
Tyč trysky je o 30 % ľahšia
Rýchlosť odozvy vákuového systému sa zvýši o 20 %
Pridaná funkcia skenovania povrchu komponentu
3. Podrobné vysvetlenie mechanickej štruktúry
1. Základný mechanický systém
Technické vlastnosti subsystému
Viacosový pohonný systém využíva technológiu lineárneho motora + magnetického závesného vedenia (patent DE102015216789), opakovateľnosť osi Z ±5 μm
Matica umiestňovacej hlavy 16 trysiek je nezávisle ovládaných a každá tryska je vybavená nezávislou rotáciou osi θ (rozlíšenie 0,01°)
Mechanizmus tlmenia vibrácií Trojúrovňová konštrukcia tlmenia vibrácií (aktívne elektromagnetické tlmenie + pasívny gumový nárazník + vzduchová pružina)
Rýchla výmena modulov Modulárna konštrukcia, čas výmeny jednej pracovnej hlavy <90 sekúnd (vrátane kalibrácie)
2. Systém riadenia pohybu
Os X/Y: pohon lineárnym motorom, maximálne zrýchlenie 3G
Os Z: pohon motora s kmitacou cievkou, rozsah regulácie tlaku 0,1-5 N (programovateľný krok 0,01 N)
Os θ: motor s priamym pohonom (DDM), rýchlosť 3000 ot./min.
IV. Elektronika a senzorický systém
1. Inteligentná senzorová sieť
Typ senzora Technické parametre Funkcia
3D laserový výškomer Merací rozsah 0-10 mm, rozlíšenie 1 μm Detekcia koplanárnosti súčiastok, kompenzácia deformácie DPS
Systém videnia s vysokou snímkovou frekvenciou CMOS s rozlíšením 2000 snímok za sekundu a optickým rozlíšením 5 μm, zarovnanie komponentov v reálnom čase a detekcia defektov
Maticový vákuový senzor, 16 kanálov, nezávislé monitorovanie, doba odozvy <1 ms, monitorovanie úspešnosti snímania a prediktívna údržba
Modul monitorovania teploty 8-bodové meranie teploty, presnosť ±0,5 ℃ Kompenzácia tepelnej deformácie a ochrana proti prehriatiu
2. Architektúra riadenia
Hlavný ovládač: Xilinx Zynq UltraScale+ MPSoC
Komunikácia v reálnom čase: TSN (časovo citlivá sieť), čas cyklu 62,5 μs
Bezpečnostný systém: bezpečnostná brzda SIL3, dvojité redundantné overenie enkodéra
V. Výkonnostné parametre
1. Základné špecifikácie
Index parametrov
Použiteľný rozsah komponentov 01005 (0,4 × 0,2 mm) ~ 30 × 30 mm (vrátane CSP s rozstupom 0,3 mm)
Teoretická rýchlosť montáže 156 000 CPH (štandard IPC9850)
Presnosť montáže ±25μm@3σ (Cpk≥1,67)
Minimálna rozteč komponentov 0,15 mm (vyžaduje sa špeciálna tryska)
Hmotnosť 4,2 kg (vrátane štandardnej sady trysiek)
2. Environmentálne požiadavky
Požiadavky na parametre
Prevádzková teplota 23±2℃ (vyžaduje sa dielňa s konštantnou teplotou)
Rozsah vlhkosti 40 – 60 % relatívnej vlhkosti (bez kondenzácie)
Stlačený vzduch 6 barov ± 0,2 baru, norma ISO8573-1 Trieda 2
VI. Inovácie kľúčových technológií
1. Systém kompenzácie dynamickej presnosti (DACS)
Kompenzačné faktory v reálnom čase:
Mechanická tepelná deformácia (prostredníctvom siete teplotných senzorov)
Zotrvačnosť pohybu (na základe riadenia zrýchlenia vpred)
Deformácia PCB (spätná väzba z 3D skenovacích údajov)
2. Inteligentná stratégia umiestnenia
Adaptívne riadenie tlaku:
Technológia mäkkého pristátia (kontaktná sila <0,1 N)
Monitorovanie deformácie spájkovacej pasty (pomocou laserového snímača posunu)
Algoritmus spracovania komponentov:
Asymetrické komponentné ovládanie proti prevráteniu
Algoritmus proti striekajúcej vode s mikrokomponentmi
VII. Systém údržby
1. Trojúrovňový plán údržby
Technické body položky cyklu
Denná kontrola čistenia trysky Na čistenie vnútornej steny trysky použite špeciálne čistiace pero (č. dielu: SIPLACE 488-223).
Týždenná kontrola Kontrola vákuového systému Otestujte čas nastolenia vákua na 16 kanáloch (štandardná hodnota <50 ms)
Mesačná údržba Mazanie pohyblivých častí Používajte špeciálny mazací tuk (Klüberplex BEM 41-132), dávkovanie 0,2 ml/vodiaca koľajnica
Ročná kontrola Komplexná kalibrácia zahŕňa:
• Kalibrácia ohniskovej vzdialenosti optického systému
• Fázová kompenzácia enkodéra
• Kalibrácia nulového bodu snímača sily
2. Funkcia prediktívnej údržby
Monitorovanie indexu zdravia:
Opotrebovanie trysky (na základe analýzy priebehu vákua)
Predikcia životnosti ložísk (diagnostika vibračného spektra)
Inteligentný alarmový systém:
Včasné varovanie pred poruchou (napríklad E710: harmonická abnormalita osi Z)
Odosielanie návrhov na údržbu (prostredníctvom ASM Remote Smart Factory)
8. Typická diagnostika porúch
1. Mechanická porucha
Kód Jav Analýza základnej príčiny Riešenie
E201 Preťaženie serva osi Z Slabý odvod tepla z kmitacieho motora Vyčistite kanál odvodu tepla a skontrolujte chladiaci ventilátor
E315 Odchýlka polohovania osi θ Signál enkodéra je rušený Skontrolujte tieniaci vodič a znovu uzemnite.
2. Porucha vákuového systému
Kód Jav Analýza základnej príčiny Riešenie
E407 Porucha viackanálového vákua Poškodená membrána rozdeľovacieho ventilu Vymeňte skupinu ventilov (P/N: SIPLACE 577-991)
E412 Oneskorenie odozvy vákua Čiastočné upchatie potrubia Na čistenie použite ihlu s priemerom 0,3 mm
3. Porucha systému videnia
Kód Jav Analýza základnej príčiny Riešenie
E521 Rozmazanie obrazu Znečistenie skupiny šošoviek alebo útlm LED diód Profesionálne optické čistenie, meranie intenzity svetelného zdroja
E533 Abnormálne kalibračné údaje Odchýlka polohy kalibračnej dosky Znovu spustite Sprievodcu kalibráciou Vision
IX. Vylepšenie a výber
1. Možnosti rozšírenia funkcií
Kód možnosti Popis funkcie
OPX-014-001 Súprava na ultra presné umiestňovanie (vrátane nanoúrovňovej trysky, presnosť vylepšená na ±15 μm)
Vysokoteplotná verzia OPX-014-003 (podporuje prostredie s teplotou 85 ℃ vrátane špeciálneho mazacieho systému)
Antistatická súprava OPX-014-005 (ESD < 10 V, vhodná pre RF komponenty)
2. Inteligentná cesta aktualizácie
ASM Smart Reponse: Samooptimalizácia parametrov umiestnenia založená na umelej inteligencii
Súprava digitálnych dvojčiat: Súprava nástrojov na digitálne modelovanie dvojčiat pracovnej hlavy
X. Prípadová štúdia
Plán konfigurácie výrobnej linky automobilovej elektroniky:
Kombinácia zariadení: 4× SIPLACE X4 (každá vybavená 2 pracovnými hlavami CP14)
Typické komponenty:
01005 rezistory (60 % 0402)
QFN-56 (rozstup 0,4 mm)
Špeciálne tvarované konektory (do 15 mm)
Nameraný výkon:
Komplexná OEE: 92,3 %
Priemerný interval porúch: 1 750 hodín
XI. Trend technologického rozvoja
Ľahšia konštrukcia: Tyč trysky z uhlíkových vlákien (zníženie hmotnosti o 50 %).
Riadenie prepojenia viacerých fyzikálnych polí:
Kolaboratívna optimalizácia vibrácií, tepla a namáhania
Aplikácia kvantového snímania:
Meranie polohy v nanorozmeroch (prototypová fáza)
Táto pracovná hlava predstavuje súčasnú pokročilú úroveň technológie SMT osádzania. Dosahuje dokonalú rovnováhu medzi rýchlosťou a presnosťou vďaka hlbokej integrácii technológií a je preferovaným riešením pre výrobu špičkovej elektroniky.







