
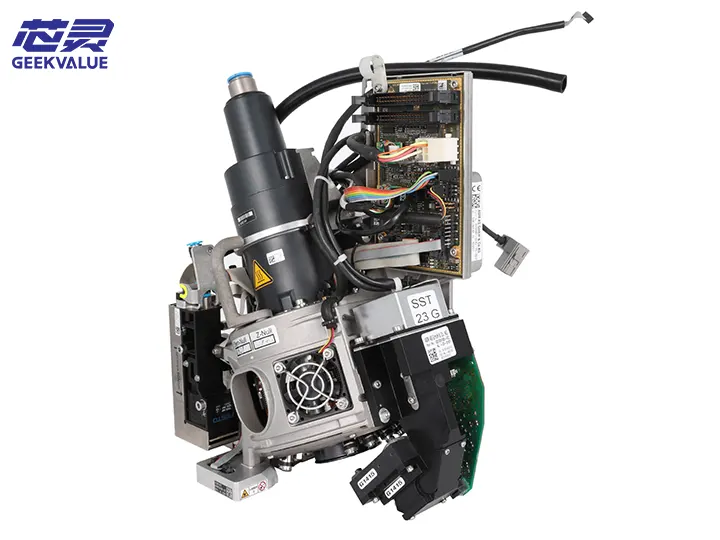
Der SIPLACE CP14-Bestückungskopf ist ein Kernbestückungsmodul von ASM Assembly Systems (ehemals Siemens Electronic Assembly Systems) für Hochgeschwindigkeits- und Präzisionsbestückungsautomaten und eine Schlüsselkomponente der SIPLACE X-Serie. Der Bestückungskopf ist für die Elektronikfertigung mit hohem Volumen und hoher Produktvielfalt optimiert und eignet sich für die ultraschnelle und präzise Bestückung von 01005- bis hin zu großen IC-Komponenten (wie 0402, 0603, QFN, POP usw.).
2. Technischer Hintergrund und Marktpositionierung
Entwicklungshintergrund: Um die Anforderungen an die hohe Bestückungsdichte von Mikrokomponenten (01005) und speziell geformten Komponenten in Branchen wie 5G und Automobilelektronik zu erfüllen
Marktpositionierung: SMT-Produktionslinien der mittleren bis oberen Preisklasse, die Geschwindigkeit und Präzision ausbalancieren (die theoretische Geschwindigkeit des CP14-Arbeitskopfes kann 156.000 CPH erreichen)
Generationenverhältnis: CP14 ist eine aktualisierte Version von CP12 und die wichtigsten Verbesserungen umfassen:
Der Düsenstab ist 30 % leichter
Die Reaktionsgeschwindigkeit des Vakuumsystems wird um 20 % erhöht
Funktion zum Scannen der Bauteiloberfläche hinzugefügt
3. Detaillierte Erklärung der mechanischen Struktur
1. Mechanisches Kernsystem
Technische Merkmale des Subsystems
Das mehrachsige Antriebssystem nutzt Linearmotor + magnetische Aufhängungsführungstechnologie (Patent DE102015216789), Z-Achsen-Wiederholgenauigkeit ±5μm
Platzierungskopfmatrix: 16 Düsen werden unabhängig gesteuert und jede Düse ist mit einer unabhängigen θ-Achsen-Rotation ausgestattet (Auflösung 0,01°)
Schwingungsdämpfungsmechanismus Dreistufiges Schwingungsdämpfungsdesign (aktive elektromagnetische Dämpfung + passiver Gummipuffer + Luftfeder)
Schneller Modulaustausch. Modulares Design, Austauschzeit für einen einzelnen Arbeitskopf <90 Sekunden (einschließlich Kalibrierung).
2. Bewegungssteuerungssystem
X/Y-Achse: Linearmotorantrieb, maximale Beschleunigung 3G
Z-Achse: Schwingspulenmotorantrieb, Druckregelbereich 0,1–5 N (programmierbar in 0,01-N-Schritten)
θ-Achse: Direktantriebsmotor (DDM), Geschwindigkeit 3000 U/min
IV. Elektronik und Sensorik
1. Intelligentes Sensornetzwerk
Sensortyp Technische Parameter Funktion
3D-Laser-Höhenmesser Messbereich 0–10 mm, Auflösung 1 μm Erkennung der Bauteilkoplanarität, Kompensation der Leiterplattenverwölbung
Bildverarbeitungssystem mit hoher Bildrate, 2000 fps CMOS, 5 μm optische Auflösung, Echtzeit-Komponentenausrichtung und Defekterkennung
Matrix-Vakuumsensor, 16 Kanäle, unabhängige Überwachung, Reaktionszeit <1 ms, Überwachung der Aufnahmeerfolgsrate und vorausschauende Wartung
Temperaturüberwachungsmodul 8-Punkt-Temperaturmessung, Genauigkeit ±0,5℃ Thermische Verformungskompensation und Überhitzungsschutz
2. Steuerungsarchitektur
Hauptcontroller: Xilinx Zynq UltraScale+ MPSoC
Echtzeitkommunikation: TSN (Time Sensitive Network), Zykluszeit 62,5µs
Sicherheitssystem: SIL3-Sicherheitsbremse, doppelt redundante Encoder-Verifizierung
V. Leistungsparameter
1. Grundlegende Spezifikationen
Parameterindex
Anwendbarer Komponentenbereich 01005 (0,4 × 0,2 mm) ~ 30 × 30 mm (einschließlich 0,3 mm Pitch CSP)
Theoretische Montagegeschwindigkeit 156.000 CPH (IPC9850-Standard)
Montagegenauigkeit ±25μm@3σ (Cpk≥1,67)
Minimaler Bauteilabstand 0,15mm (Spezialdüse erforderlich)
Gewicht 4,2kg (inkl. Standard-Düsensatz)
2. Umweltanforderungen
Parameter Anforderungen
Arbeitstemperatur 23 ± 2 °C (Werkstatt mit konstanter Temperatur erforderlich)
Luftfeuchtigkeitsbereich 40–60 % relative Luftfeuchtigkeit (keine Kondensation)
Druckluft 6 bar ± 0,2 bar, ISO8573-1 Klasse 2 Standard
VI. Kerntechnologie-Innovation
1. Dynamisches Genauigkeitskompensationssystem (DACS)
Echtzeit-Kompensationsfaktoren:
Mechanische thermische Verformung (durch Temperatursensornetzwerk)
Bewegungsträgheit (basierend auf Beschleunigungs-Vorsteuerung)
PCB-Verformung (Feedback der 3D-Scandaten)
2. Intelligente Platzierungsstrategie
Druckadaptive Regelung:
Soft-Landing-Technologie (<0,1 N Kontaktkraft)
Überwachung der Lötpastendeformation (durch Laser-Wegsensor)
Algorithmus zur Komponentenbehandlung:
Asymmetrische Komponenten-Anti-Flip-Steuerung
Algorithmus zum Schutz vor Spritzern von Mikrokomponenten
VII. Wartungssystem
1. Dreistufiger Wartungsplan
Zykluselement Technische Punkte
Tägliche Düsenreinigungsprüfung Verwenden Sie einen speziellen Reinigungsstift (P/N: SIPLACE 488-223), um die Innenwand der Düse zu reinigen
Wöchentliche Inspektion Inspektion des Vakuumsystems Testen Sie die Vakuumaufbauzeit von 16 Kanälen (Standardwert <50 ms).
Monatliche Wartung Schmierung der beweglichen Teile Verwendung von Spezialfett (Klüberplex BEM 41-132), Dosierung 0,2ml/Führungsschiene
Jährliche Inspektion Umfassende Kalibrierung Beinhaltet:
• Brennweitenkalibrierung des optischen Systems
• Encoder-Phasenkompensation
• Kraftsensor-Nullpunktkalibrierung
2. Predictive-Maintenance-Funktion
Überwachung des Gesundheitsindex:
Düsenverschleiß (basierend auf der Analyse der Vakuumwellenform)
Vorhersage der Lagerlebensdauer (Diagnose des Schwingungsspektrums)
Intelligentes Alarmsystem:
Frühe Fehlerwarnung (z. B. E710: Harmonische Anomalie der Z-Achse)
Push-Wartungsvorschläge (über ASM Remote Smart Factory)
8. Typische Fehlerdiagnose
1. Mechanischer Fehler
Code Phänomen Ursachenanalyse Lösung
E201 Z-Achsen-Servo überlastet Die Wärmeableitung des Schwingspulenmotors ist schlecht Reinigen Sie den Wärmeableitungskanal und überprüfen Sie den Kühllüfter
E315 θ-Achsen-Positionierungsabweichung Das Encodersignal ist gestört. Überprüfen Sie das Abschirmkabel und stellen Sie die Erdung wieder her.
2. Ausfall des Vakuumsystems
Code Phänomen Ursachenanalyse Lösung
E407 Mehrkanal-Vakuumfehler. Die Membran des Verteilerventils ist beschädigt. Ersetzen Sie die Ventilgruppe (P/N: SIPLACE 577-991).
E412 Vakuum-Reaktionsverzögerung Teilweise Verstopfung der Rohrleitung Verwenden Sie zur Reinigung eine 0,3-mm-Nadel
3. Ausfall des Vision-Systems
Code Phänomen Ursachenanalyse Lösung
E521 Bildunschärfe Verschmutzung der Linsengruppe oder LED-Dämpfung Professionelle optische Reinigung, Messung der Lichtquellenintensität
E533 Abnormale Kalibrierungsdaten. Abweichung bei der Positionierung der Kalibrierungskarte. Führen Sie den Vision Calibration Wizard erneut aus.
Upgrade und Auswahl
1. Funktionserweiterungsmöglichkeiten
Optionscode Funktionsbeschreibung
OPX-014-001 Ultrapräzisions-Platzierungskit (einschließlich Düse auf Nanoebene, Genauigkeit auf ±15 μm verbessert)
OPX-014-003 Hochtemperaturversion (unterstützt 85 °C Umgebung, einschließlich speziellem Schmiersystem)
OPX-014-005 Antistatik-Kit (ESD<10V, geeignet für HF-Komponenten)
2. Intelligenter Upgrade-Pfad
ASM Smart Response: KI-basierte Selbstoptimierung der Platzierungsparameter
Digital Twin Kit: Workhead-Toolkit zur Modellierung digitaler Zwillinge
X. Anwendungsfall
Konfigurationsplan für die Produktionslinie für Automobilelektronik:
Ausstattungskombination: 4×SIPLACE X4 (jeweils bestückt mit 2 CP14-Bestückungsköpfen)
Typische Komponenten:
01005 Widerstände (60 % 0402)
QFN-56 (0,4 mm Abstand)
Speziell geformte Steckverbinder (bis 15 mm)
Gemessene Leistung:
Umfassende OEE: 92,3 %
Mittleres Ausfallintervall: 1.750 Stunden
XI. Technologieentwicklungstrend
Leichteres Design: Düsenstange aus Kohlefaser (50 % Gewichtsreduzierung)
Multiphysikalische Feldkopplungssteuerung:
Gemeinsame Optimierung von Vibration, Wärme und Stress
Anwendung der Quantensensorik:
Positionsmessung im Nanomaßstab (Prototypstadium)
Dieser Arbeitskopf repräsentiert den aktuellen Stand der SMT-Bestückungstechnologie. Durch die umfassende Technologieintegration erreicht er ein perfektes Gleichgewicht zwischen Geschwindigkeit und Genauigkeit und ist die bevorzugte Lösung für die Fertigung hochwertiger Elektronik.







