
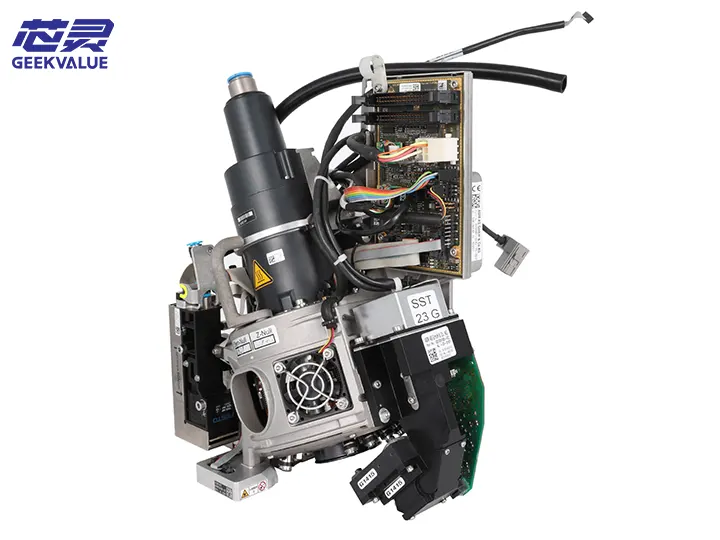
SIPLACE CP14-arbetshuvudet är en kärnplaceringsmodul designad av ASM Assembly Systems (tidigare Siemens Electronic Assembly Systems) för höghastighets- och högprecisionsplaceringsmaskiner, och är en nyckelkomponent i SIPLACE X-seriens placeringsmaskiner. Arbetshuvudet är optimerat för högvolyms- och högmixtillverkningsmiljöer för elektronik och är lämpligt för ultrasnabb och exakt placering av 01005 till stora IC-komponenter (som 0402, 0603, QFN, POP, etc.).
2. Teknisk bakgrund och marknadspositionering
Utvecklingsbakgrund: För att möta kraven på högdensitetsplacering av mikrokomponenter (01005) och specialformade komponenter inom industrier som 5G och fordonselektronik
Marknadspositionering: SMT-produktionslinjer i mellan- till högklass, balanserad hastighet och precision (den teoretiska hastigheten för CP14-arbetshuvudet kan nå 156 000 CPH)
Generationsförhållande: CP14 är en uppgraderad version av CP12, och de viktigaste förbättringarna inkluderar:
Munstycksstången är 30 % lättare
Vakuumsystemets responshastighet ökar med 20 %
Lade till funktion för skanning av komponenternas yta
3. Detaljerad förklaring av mekanisk struktur
1. Mekaniskt kärnsystem
Tekniska egenskaper hos delsystemet
Fleraxligt drivsystem använder linjärmotor + magnetisk upphängningsstyrningsteknik (patent DE102015216789), Z-axelns repeterbarhet ±5 μm
Placeringshuvudmatris 16 munstycken styrs oberoende av varandra, och varje munstycke är utrustat med en oberoende θ-axelrotation (upplösning 0,01°)
Vibrationsreduceringsmekanism Vibrationsreduceringsdesign i tre nivåer (aktiv elektromagnetisk dämpning + passiv gummibuffert + luftfjäder)
Snabbt modulbyte Modulär design, bytestid för ett enda arbetshuvud <90 sekunder (inklusive kalibrering)
2. Rörelsekontrollsystem
X/Y-axel: linjärmotordrift, maximal acceleration 3G
Z-axel: motordrift med talspole, tryckregleringsområde 0,1–5 N (programmerbart steg på 0,01 N)
θ-axel: direktdriven motor (DDM), hastighet 3000 rpm
IV. Elektronik och sensorsystem
1. Intelligent sensornätverk
Sensortyp Tekniska parametrar Funktion
3D-laserhöjdmätare Mätområde 0–10 mm, upplösning 1 μm Detektering av komponentkoplanaritet, kompensering för kretskortsförvrängning
System med hög bildfrekvens, 2000fps CMOS, 5μm optisk upplösning, komponenter i realtid och defektdetektering
Matrisvakuumsensor 16 kanaler oberoende övervakning, svarstid <1 ms Övervakning av framgångsgrad för upptagning och prediktivt underhåll
Temperaturövervakningsmodul 8-punkts temperaturmätning, noggrannhet ±0,5 ℃ Kompensation för termisk deformation och överhettningsskydd
2. Kontrollarkitektur
Huvudstyrenhet: Xilinx Zynq UltraScale+ MPSoC
Realtidskommunikation: TSN (Time Sensitive Network), cykeltid 62,5 μs
Säkerhetssystem: SIL3 säkerhetsbroms, verifiering av dubbel redundant kodare
V. Prestandaparametrar
1. Grundläggande specifikationer
Parametrar Index
Tillämpligt komponentområde 01005 (0,4×0,2 mm)~30×30 mm (inklusive 0,3 mm CSP-delning)
Teoretisk monteringshastighet 156 000 CPH (IPC9850-standard)
Monteringsnoggrannhet ±25μm@3σ (Cpk≥1.67)
Minsta komponentavstånd 0,15 mm (specialmunstycke krävs)
Vikt 4,2 kg (inklusive standardmunstyckssats)
2. Miljökrav
Parametrar Krav
Arbetstemperatur 23±2℃ (verkstad med konstant temperatur krävs)
Luftfuktighetsområde 40–60 % RF (ingen kondens)
Tryckluft 6 bar ± 0,2 bar, ISO8573-1 klass 2-standard
VI. Kärnteknisk innovation
1. Dynamiskt noggrannhetskompensationssystem (DACS)
Faktorer för realtidskompensation:
Mekanisk termisk deformation (genom temperatursensornätverk)
Rörelsetröghet (baserat på accelerationsstyrning)
PCB-deformation (3D-skanningsdatafeedback)
2. Intelligent placeringsstrategi
Tryckadaptiv styrning:
Mjuklandningsteknik (<0,1 N kontaktkraft)
Övervakning av lödpastadeformation (via laserförskjutningssensor)
Komponenthanteringsalgoritm:
Asymmetrisk komponent anti-flipkontroll
Mikrokomponent anti-stänkalgoritm
VII. Underhållssystem
1. Underhållsplan i tre nivåer
Cykelpunkt Tekniska punkter
Daglig inspektion av munstycksrengöring Använd en speciell rengöringspenna (Artikelnummer: SIPLACE 488-223) för att rengöra munstyckets innervägg.
Veckovis inspektion Inspektion av vakuumsystem Testa vakuumets etableringstid för 16 kanaler (standardvärde <50 ms)
Månatligt underhåll Smörjning av rörliga delar Använd specialfett (Klüberplex BEM 41-132), dosering 0,2 ml/styrskena
Årlig inspektion Omfattande kalibrering Innehåller:
• Kalibrering av brännvidd på det optiska systemet
• Faskompensering för pulsgivare
• Kalibrering av kraftsensorns nollpunkt
2. Funktion för prediktivt underhåll
Övervakning av hälsoindex:
Munstycksslitage (baserat på vakuumvågformsanalys)
Lagerlivslängdsprognos (diagnos av vibrationsspektrum)
Intelligent larmsystem:
Tidig felvarning (t.ex. E710: Harmonisk avvikelse i Z-axeln)
Förslag på underhållsförslag (via ASM Remote Smart Factory)
8. Typisk feldiagnos
1. Mekaniskt fel
Kod Fenomen Grundorsaksanalys Lösning
E201 Överbelastning av Z-axelservo Dålig värmeavledning i talspolmotorn Rengör värmeavledningskanalen och kontrollera kylfläkten
E315 θ-axelns positioneringsavvikelse Pulsgivarsignalen störs Kontrollera skärmningstråden och gör om jordningen
2. Fel på vakuumsystemet
Kod Fenomen Grundorsaksanalys Lösning
E407 Fel på flerkanalsvakuum Distributionsventilens membran är skadat Byt ut ventilgruppen (Art.nr: SIPLACE 577-991)
E412 Vakuumresponsfördröjning Delvis blockering av rörledningen Använd en 0,3 mm nål för att rengöra
3. Fel på visionssystemet
Kod Fenomen Grundorsaksanalys Lösning
E521 Bildoskärpa Föroreningar från linsgrupper eller LED-dämpning Professionell optisk rengöring, mät ljuskällans intensitet
E533 Onormala kalibreringsdata Avvikelse i kalibreringskortets position Kör Vision Calibration Wizard igen
IX. Uppgradering och val
1. Alternativ för funktionsutökning
Alternativkod Funktionsbeskrivning
OPX-014-001 Ultraprecisionsplaceringskit (inklusive nanonivåmunstycke, noggrannhet förbättrad till ±15 μm)
OPX-014-003 högtemperaturversion (stöder 85℃-miljö, inklusive specialsmörjsystem)
OPX-014-005 antistatiskt kit (ESD<10V, lämplig för RF-komponenter)
2. Intelligent uppgraderingsväg
ASM Smart Response: AI-baserad självoptimering av placeringsparametrar
Digital Twin Kit: Verktygssats för digital tvillingmodellering för arbetshuvud
X. Tillämpningsfall
Konfigurationsplan för produktionslinje för fordonselektronik:
Utrustningskombination: 4×SIPLACE X4 (vardera utrustad med 2 CP14-arbetshuvuden)
Typiska komponenter:
01005 motstånd (60 % 0402)
QFN-56 (0,4 mm stigning)
Specialformade kontakter (upp till 15 mm)
Uppmätt prestanda:
Omfattande OEE: 92,3 %
Genomsnittligt felintervall: 1 750 timmar
XI. Trend inom teknikutveckling
Lättare design: Munstycksstång i kolfiber (50 % viktminskning)
Kontroll av koppling av flera fysikfält:
Samarbetsoptimering av vibrationer, värmestress och spänningar
Kvantavkänningsapplikation:
Nanoskalig positionsmätning (prototypstadium)
Detta arbetshuvud representerar den nuvarande avancerade nivån av SMT-placeringsteknik. Det uppnår en perfekt balans mellan hastighet och noggrannhet genom djupgående teknikintegration och är den föredragna lösningen för avancerad elektroniktillverkning.







