
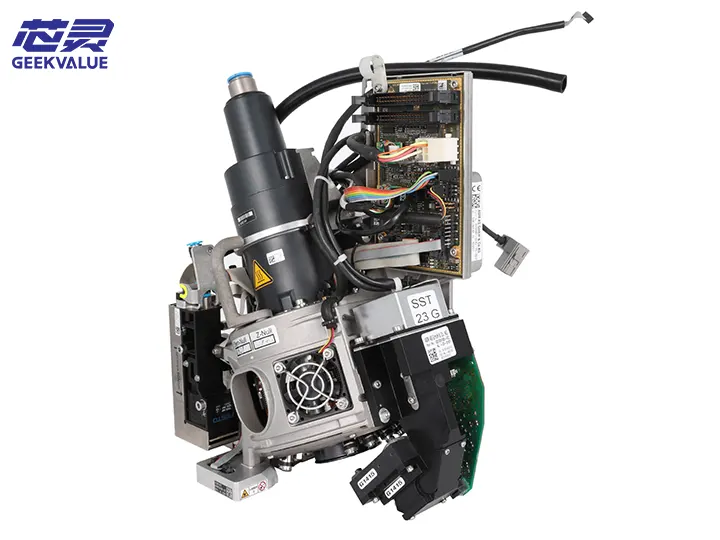
Pracovní hlava SIPLACE CP14 je modul pro osazování jader navržený společností ASM Assembly Systems (dříve Siemens Electronic Assembly Systems) pro vysokorychlostní a vysoce přesné osazovací stroje a je klíčovou součástí osazovacích strojů řady SIPLACE X. Pracovní hlava je optimalizována pro prostředí velkoobjemové a vysoce smíšené elektronické výroby a je vhodná pro ultrarychlé a přesné osazování součástek 01005 na velké integrované obvody (jako jsou 0402, 0603, QFN, POP atd.).
2. Technické zázemí a tržní postavení
Základní informace o vývoji: Splnění požadavků na vysokou hustotu umístění mikrosoučástek (01005) a speciálně tvarovaných součástek v odvětvích, jako je 5G a automobilová elektronika
Pozice na trhu: Střední až vyšší třída SMT výrobních linek, vyvážení rychlosti a přesnosti (teoretická rychlost pracovní hlavy CP14 může dosáhnout 156 000 CPH)
Generační vztah: CP14 je vylepšená verze CP12 a mezi hlavní vylepšení patří:
Tryska je o 30 % lehčí
Rychlost odezvy vakuového systému se zvýší o 20 %
Přidána funkce skenování povrchu součásti
3. Podrobné vysvětlení mechanické struktury
1. Základní mechanický systém
Technické vlastnosti subsystému
Víceosý pohonný systém využívá technologii lineárního motoru + magnetického závěsného vodítka (patent DE102015216789), opakovatelnost osy Z ±5 μm
Matice umisťovací hlavy 16 trysek je nezávisle ovládáno a každá tryska je vybavena nezávislou rotací osy θ (rozlišení 0,01°)
Mechanismus redukce vibrací Třístupňová konstrukce redukce vibrací (aktivní elektromagnetické tlumení + pasivní pryžový tlumič + vzduchová pružina)
Rychlá výměna modulů Modulární konstrukce, doba výměny jedné pracovní hlavy <90 sekund (včetně kalibrace)
2. Systém řízení pohybu
Osa X/Y: pohon lineárním motorem, maximální zrychlení 3G
Osa Z: pohon motoru s kmitací cívkou, rozsah regulace tlaku 0,1-5 N (programovatelný krok 0,01 N)
Osa θ: motor s přímým pohonem (DDM), otáčky 3000 ot./min
IV. Elektronika a senzorický systém
1. Inteligentní senzorová síť
Typ senzoru Technické parametry Funkce
3D laserový výškoměr, rozsah měření 0–10 mm, rozlišení 1 μm, detekce koplanarity součástek, kompenzace deformace plošných spojů
Systém vidění s vysokou snímkovou frekvencí CMOS 2000 fps, optické rozlišení 5 μm, zarovnání součástek v reálném čase a detekce vad
Maticový vakuový senzor, 16 kanálů, nezávislé monitorování, doba odezvy <1 ms, monitorování úspěšnosti spouštění a prediktivní údržba
Modul pro sledování teploty 8bodové měření teploty, přesnost ±0,5 °C Kompenzace tepelné deformace a ochrana proti přehřátí
2. Řídicí architektura
Hlavní řídicí jednotka: Xilinx Zynq UltraScale+ MPSoC
Komunikace v reálném čase: TSN (Time Sensitive Network), doba cyklu 62,5 μs
Bezpečnostní systém: Bezpečnostní brzda SIL3, dvojité redundantní ověření enkodéru
V. Výkonnostní parametry
1. Základní specifikace
Index parametrů
Použitelný rozsah součástek 01005 (0,4×0,2 mm)~30×30 mm (včetně CSP s roztečí 0,3 mm)
Teoretická rychlost montáže 156 000 CPH (standard IPC9850)
Přesnost montáže ±25 μm@3σ (Cpk≥1,67)
Minimální rozteč součástek 0,15 mm (vyžaduje speciální trysku)
Hmotnost 4,2 kg (včetně standardní sady trysek)
2. Požadavky na ochranu životního prostředí
Parametry Požadavky
Provozní teplota 23±2 ℃ (vyžaduje se dílna s konstantní teplotou)
Rozsah vlhkosti 40–60 % relativní vlhkosti (bez kondenzace)
Stlačený vzduch 6 barů ± 0,2 baru, norma ISO8573-1 třída 2
VI. Inovace klíčových technologií
1. Systém dynamické kompenzace přesnosti (DACS)
Kompenzační faktory v reálném čase:
Mechanická tepelná deformace (prostřednictvím sítě teplotních senzorů)
Setrvačnost pohybu (na základě řízení zrychlení s dopřednou vazbou)
Deformace desek plošných spojů (zpětná vazba z 3D skenovacích dat)
2. Inteligentní strategie umístění
Adaptivní řízení tlaku:
Technologie měkkého přistání (přítlačná síla <0,1 N)
Monitorování deformace pájecí pasty (pomocí laserového senzoru posunutí)
Algoritmus pro práci s komponentami:
Asymetrická komponentní kontrola proti převrácení
Algoritmus mikrokomponentní ochrany proti stříkající vodě
VII. Systém údržby
1. Třístupňový plán údržby
Technické body položky cyklu
Denní kontrola čištění trysky K čištění vnitřní stěny trysky použijte speciální čisticí pero (č. dílu: SIPLACE 488-223).
Týdenní kontrola Kontrola vakuového systému Otestujte dobu vytvoření vakua u 16 kanálů (standardní hodnota <50 ms)
Měsíční údržba Mazání pohyblivých částí Používejte speciální mazivo (Klüberplex BEM 41-132), dávkování 0,2 ml/vodicí lišta
Roční kontrola Komplexní kalibrace zahrnuje:
• Kalibrace ohniskové vzdálenosti optického systému
• Fázová kompenzace enkodéru
• Kalibrace nulového bodu snímače síly
2. Funkce prediktivní údržby
Monitorování indexu zdraví:
Opotřebení trysky (na základě analýzy vakuové křivky)
Predikce životnosti ložisek (diagnostika vibračního spektra)
Inteligentní alarm:
Včasné varování před poruchou (například E710: harmonická abnormalita osy Z)
Odesílání návrhů na údržbu (prostřednictvím ASM Remote Smart Factory)
8. Typická diagnostika poruch
1. Mechanická závada
Kód Jev Analýza hlavní příčiny Řešení
E201 Přetížení serva osy Z Špatný odvod tepla z kmitací cívky motoru Vyčistěte kanál odvodu tepla a zkontrolujte chladicí ventilátor
E315 Odchylka polohování osy θ Signál enkodéru je rušen Zkontrolujte stínicí vodič a znovu uzemněte.
2. Porucha vakuového systému
Kód Jev Analýza hlavní příčiny Řešení
E407 Porucha vícekanálového vakua Poškozená membrána rozdělovacího ventilu Vyměňte skupinu ventilů (č. dílu: SIPLACE 577-991)
E412 Zpoždění odezvy podtlaku Částečné ucpání potrubí K čištění použijte jehlu o průměru 0,3 mm
3. Selhání systému vidění
Kód Jev Analýza hlavní příčiny Řešení
E521 Rozmazání obrazu Znečištění čočky nebo útlum LED diod Profesionální optické čištění, měření intenzity světelného zdroje
E533 Abnormální kalibrační data Odchylka polohy kalibrační desky Znovu spusťte Průvodce kalibrací Vision
IX. Vylepšení a výběr
1. Možnosti rozšíření funkcí
Kód možnosti Popis funkce
OPX-014-001 Sada pro ultra přesné umístění (včetně nano-trysky, přesnost vylepšená na ±15 μm)
Vysokoteplotní verze OPX-014-003 (podporuje prostředí s teplotou 85 °C, včetně speciálního mazacího systému)
Antistatická sada OPX-014-005 (ESD < 10 V, vhodná pro RF součástky)
2. Inteligentní cesta upgradu
ASM Smart Reponse: Samooptimalizace parametrů umístění založená na umělé inteligenci
Digital Twin Kit: Sada nástrojů pro digitální modelování dvojčat Workhead
X. Případová studie
Plán konfigurace výrobní linky pro automobilovou elektroniku:
Kombinace zařízení: 4× SIPLACE X4 (každá vybavená 2 pracovními hlavami CP14)
Typické komponenty:
01005 rezistory (60 % 0402)
QFN-56 (rozteč 0,4 mm)
Speciálně tvarované konektory (do 15 mm)
Naměřený výkon:
Komplexní OEE: 92,3 %
Průměrný interval poruch: 1 750 hodin
XI. Trend technologického rozvoje
Lehčí konstrukce: Tryska z uhlíkových vláken (snížení hmotnosti o 50 %).
Řízení propojení více fyzikálních polí:
Kolaborativní optimalizace vibrací, tepla a namáhání
Aplikace kvantového snímání:
Měření polohy v nanoměřítku (prototypová fáze)
Tato pracovní hlava představuje současnou pokročilou úroveň technologie SMT osazování. Dosahuje dokonalé rovnováhy mezi rychlostí a přesností díky hluboké integraci technologií a je preferovaným řešením pro výrobu špičkové elektroniky.







