
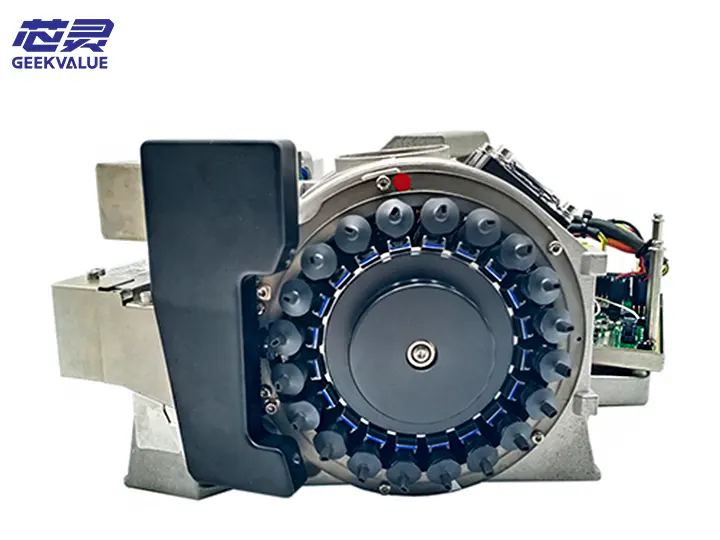
Głowica robocza CP20P (numer części 03091157) to moduł do umieszczania kluczy zaprojektowany przez ASM (obecnie Siemens Electronic Assembly Systems) dla maszyn do umieszczania o wysokiej precyzji. Jest szeroko stosowany w liniach produkcyjnych SMT i nadaje się do precyzyjnego umieszczania komponentów od 0201 do dużych układów scalonych (takich jak QFP, BGA itp.). Głowica robocza jest znana ze swojej wysokiej prędkości, wysokiej precyzji i stabilności i jest jednym z głównych komponentów maszyn do umieszczania ASM serii CP.
2. Skład strukturalny
1. Struktura mechaniczna
Opis funkcjonalny komponentu
System wrzeciona Wysokiej precyzji serwosilnik + napęd śrubą kulową, sterowanie ruchem osi Z, zapewnienie stabilnego nacisku umieszczania
Moduł głowicy montażowej 12 dysz/opcjonalnie 16 dysz, obsługuje szybką wymianę, dostosowuje się do różnych rozmiarów komponentów
System próżniowy Niezależny kanał próżniowy, wyposażony w czujnik próżni, monitorowanie w czasie rzeczywistym stanu pobierania i umieszczania
Mechanizm centrujący Zintegrowane ustawienie optyczne (opcjonalnie) lub ustawienie mechaniczne zapewniające precyzyjne ustawienie pinów komponentów względem padów PCB
Układ obrotu osi θ Serwosilnik o wysokiej rozdzielczości steruje obrotem kątowym komponentu (±180°) z dokładnością do ±0,1°
2. System elektroniczny
Opis funkcjonalny komponentu
System enkodera Wysokiej rozdzielczości liniowy/obrotowy enkoder, zapewniający sprzężenie zwrotne położenia na poziomie nanometrów
System czujników obejmujący czujnik podciśnienia, czujnik wysokości, czujnik temperatury, monitorowanie stanu pracy w czasie rzeczywistym
Płytka sterownicza Dedykowany układ sterowania FPGA/DSP, przetwarzanie sterowania ruchem, akwizycja sygnału i komunikacja
3. System pomocniczy
Opis funkcjonalny komponentu
Urządzenie do wymiany dyszy Automatyczny lub półautomatyczny mechanizm wymiany dyszy, obsługuje różne typy dysz (np. dyszę standardową 03091157)
System czyszczący Opcjonalny moduł automatycznego czyszczenia dyszy w celu zmniejszenia wpływu pozostałości
System smarowania Automatyczne smarowanie prowadnic i śrub w celu zmniejszenia zużycia mechanicznego
III. Specyfikacje techniczne (szczegółowe parametry dla materiału nr 03091157)
Parametry Specyfikacje
Zakres zastosowania komponentów 0201~55mm×55mm (takich jak 0402, 0603, SOIC, QFP, BGA itp.)
Dokładność umiejscowienia ±25μm (Cpk≥1,0, zgodnie ze standardem IPC)
Prędkość układania Do 30 000 CPH (w zależności od złożoności komponentów i konfiguracji maszyny)
Przesuw osi Z 0~25mm (programowalne sterowanie naciskiem)
Ciśnienie próżniowe -70kPa~-90kPa (regulowane, wyposażone w monitorowanie przepływu próżni)
Temperatura pracy 15~35℃ (wymagane jest stałe środowisko warsztatowe o odpowiedniej temperaturze)
Waga około 3,5 kg (wliczając standardowy zestaw dysz)
IV. Główne zalety i cechy
1. Równowaga między wysoką precyzją i dużą prędkością
Zastosowano technologię napędu bezpośredniego (konstrukcja bez paska), aby zredukować błędy mechanicznej transmisji i osiągnąć dokładność ustawienia wynoszącą ±25μm.
Dynamiczna kontrola osi Z: Dostosowuje się do odkształceń płytki PCB i zmian grubości komponentów, aby uniknąć zgniatania padów.
2. Konstrukcja modułowa
Umożliwia szybką wymianę zestawów dysz (część o numerze 03091157 jest kompatybilna z wieloma typami dysz), a czas wymiany przewodu wynosi mniej niż 2 minuty.
Można je samodzielnie demontować i naprawiać, co pozwala ograniczyć koszty przestoju.
3. Funkcja inteligentnego monitorowania
Wykrywanie podciśnienia w czasie rzeczywistym: automatyczne ponawianie próby lub alarm w przypadku nieudanego pobrania (np. z kodem błędu E401).
Monitorowanie temperatury: zapobiega przegrzaniu silnika (alarm E603).
4. Szeroka kompatybilność
Obsługuje maszyny do układania materiałów serii ASM CP20P (takie jak seria SIPLACE SX) i dostosowuje się do różnych podajników (taśmowych, tacowych, wibracyjnych).
V. Częste błędy i rozwiązywanie problemów
1. Awaria mechaniczna
Kod błędu Zjawisko usterki Możliwa przyczyna Rozwiązanie
E101 Ruch osi Z przekracza limit Błąd przesunięcia granicznego/parametrów serwomechanizmu Skalibruj ponownie początek osi Z/sprawdź ustawienia serwomechanizmu
E205 Zablokowany pręt dyszy. Blokada spowodowana ciałem obcym/niewystarczające smarowanie. Wyczyść prowadnicę i nasmaruj ją ręcznie (użyj smaru określonego przez ASM).
2. Awaria układu próżniowego
Kod błędu Zjawisko usterki Możliwa przyczyna Rozwiązanie
E401 Nie udało się utworzyć próżni Zablokowana dysza/awaria pompy próżniowej Wyczyść lub wymień dyszę i sprawdź szczelność przewodu próżniowego
E402 Nieszczelność podciśnienia Zużycie pierścienia uszczelniającego/pęknięcie tchawicy Wymień pierścień uszczelniający (numer części 03091157-002)
3. Awaria czujnika/elektroniki
Kod błędu Zjawisko usterki Możliwa przyczyna Rozwiązanie
E502 Utrata sygnału enkodera Luźny kabel/zakłócenia elektromagnetyczne Podłącz ponownie kabel enkodera i sprawdź integralność warstwy ekranującej
E603 Zbyt wysoka temperatura Słabe odprowadzanie ciepła/przeciążenie silnika Wyczyść wentylator i zmniejsz prędkość ciągłego rozmieszczania
VI. Instrukcja konserwacji
1. Codzienna konserwacja
Czyszczenie dyszy: Przecierać bezpyłową ściereczką z dodatkiem IPA co 4 godziny, aby zapobiec gromadzeniu się pozostałości topnika.
Sprawdź filtr odkurzacza: Czyść lub wymieniaj co tydzień (nr części 03091157-003).
2. Miesięczna konserwacja
Smarowanie ruchomych części: Nanieść specjalny smar ASM (nr części 03091157-LUB) na prowadnice i śruby pociągowe.
Kalibracja czujników: Wykonaj kalibrację czujnika podciśnienia i czujnika wysokości za pomocą oprogramowania maszyny.
3. Roczny przegląd
Wymień części ulegające zużyciu: w tym pierścienie uszczelniające (nr części 03091157-002) i łożyska pręta dyszy.
Kompleksowa kalibracja dokładności: Ponowna kalibracja pozycji i kąta montażu przy użyciu standardowej płyty kalibracyjnej.
VII. Naprawy i zarządzanie częściami zamiennymi
Zalecane części zamienne:
Zestaw dysz (numer części 03091157-NZ)
Generator podciśnienia (numer części 03091157-VAC)
Kabel enkodera (numer części 03091157-ENC)
Proces naprawy:
Po wyłączeniu zasilania zdemontuj głowicę roboczą.
Za pomocą multimetru sprawdź rezystancję czujnika i silnika.
Wymień uszkodzony moduł (jeśli płyta sterownicza wymaga oryginalnego wsparcia technicznego).
VIII. Streszczenie
Głowica robocza ASM CP20P (03091157) jest idealnym wyborem dla linii produkcyjnych SMT o średniej i dużej prędkości ze względu na wysoką precyzję, modułową konstrukcję i inteligentne możliwości monitorowania. Dzięki standaryzowanej konserwacji i terminowemu rozwiązywaniu problemów może zapewnić długoterminową stabilną pracę i utrzymać wydajność rozmieszczania powyżej 99,95%. W przypadku kluczowych części zamiennych (takich jak komponenty próżniowe i enkodery) zaleca się rezerwację oryginalnych modeli w celu skrócenia przestoju.







